
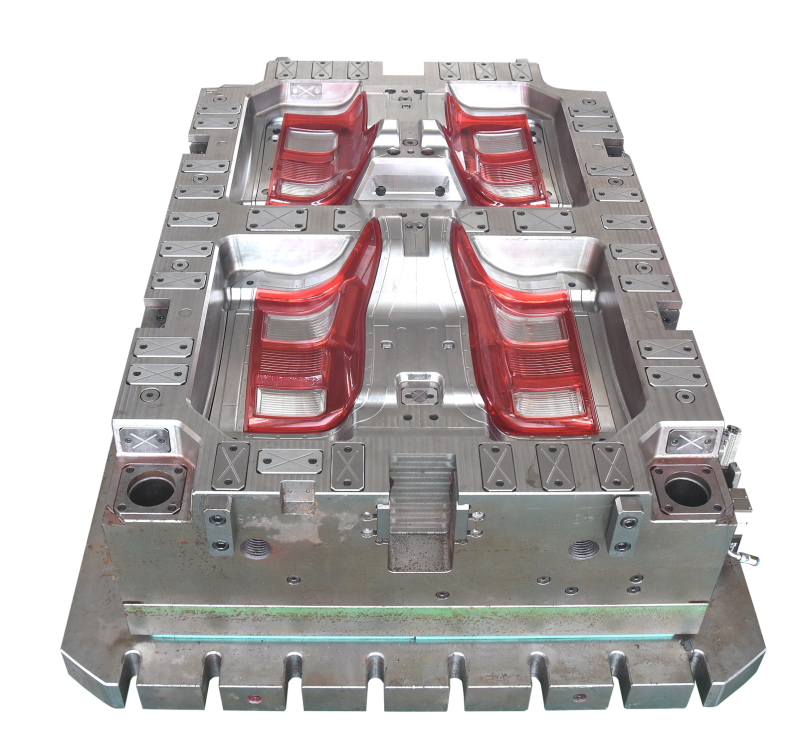
La industria de repuestos para camiones está experimentando una transformación radical hacia soluciones de iluminación personalizadas, con las luces traseras bicolor como tendencia principal. A diferencia de las lentes monocromáticas tradicionales o los conjuntos pegados, el moldeo por inyección bicolor fusiona secciones rojas y transparentes en una sola unidad sin costuras. Esta tecnología elimina los adhesivos, reduce los fallos de las piezas y permite geometrías complejas.—Es fundamental para los diseños de camiones modernos que exigen tanto atractivo estético como integridad estructural. Grandes minoristas como RealTruck ahora utilizan configuradores 3D para mostrar estas lentes avanzadas, lo que refleja el creciente interés de los consumidores por los sistemas de iluminación integrados.
Tecnología básica: cómo funciona el moldeo de dos colores
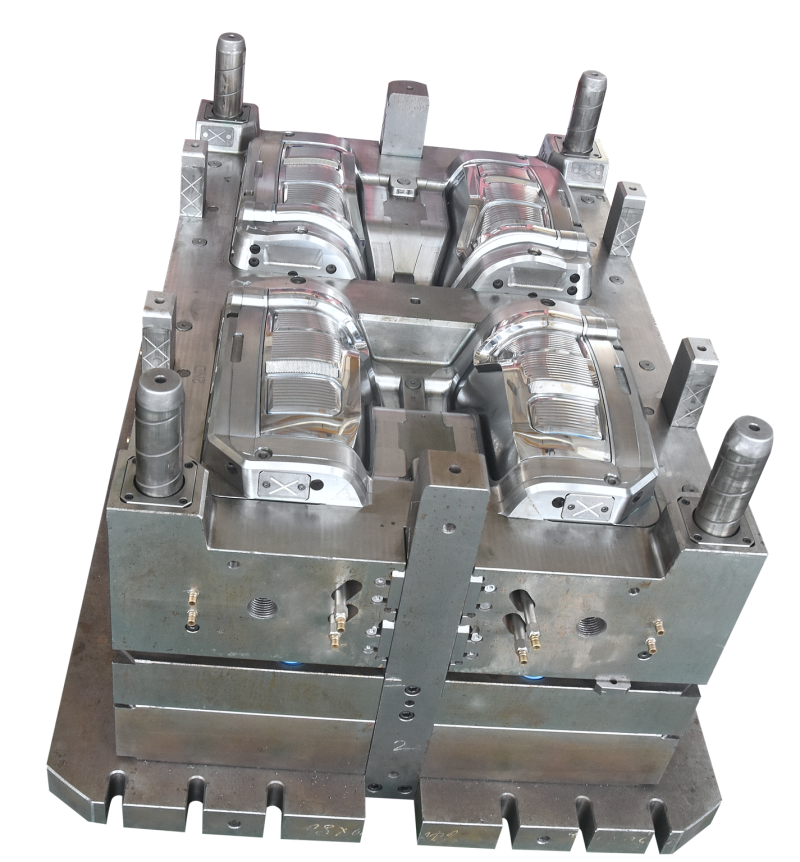
1. Mecánica rotacional de precisión
Los moldes modernos de dos colores, como el sistema CN212826485U, incorporan rotación motorizada para lograr transiciones de color impecables. Primero se inyecta una capa base (p. ej., PMMA rojo). A continuación, el molde gira 180°.° Mediante un servomotor y un sistema de riel guía, se alinea la pieza para la segunda inyección (normalmente PC transparente). Esto elimina las líneas de separación en superficies ópticas críticas, una ventaja clave frente a las alternativas pegadas o sobremoldeadas.
2. Eliminación de defectos cosméticos
Los moldes convencionales suelen dejar marcas visibles del pasador de expulsión o líneas de sangrado de color. Innovaciones como las costuras en ángulo (15°–25°) y reubicar los pasadores eyectores—Ahora se coloca debajo de superficies no ópticas—Garantiza un acabado impecable. Como revela la patente CN109747107A, este sutil rediseño evita los artefactos de refracción de la luz, lo cual es crucial para una claridad de calidad OEM.
3. Prototipado virtual con Moldflow
Las simulaciones de superposición de termoplásticos en Moldflow predicen la dinámica del flujo de material y los posibles defectos antes del corte del acero. Los ingenieros analizan:
- Esfuerzo cortante en las interfaces del material
- Deformación inducida por enfriamiento
- Diferenciales de presión de inyección
Esta validación virtual reduce los ciclos de prueba en un 40% y evita costosas repeticiones de moldes.













